東海道五十三次旅日記(6)

朝、3時に起床する。軽くストレッチしてから、前日にコンビニで購入したおにぎりと菓子パン、野菜ジュースで朝食を取り、5時にホテルを出発した。戸塚を出発すると藤沢、平塚、大磯、小田原までの4区間41kmで到着時間午後2時の予定。2日続けてリュックを背負って40㎞以上歩くのは初めて。多少の不安があったので、出発を5時にし、遅くなっても明るいうちにホテルに着きたかった。藤沢に取引先があったので、土地勘はあったが、車で走るのと徒歩で行くのとは大違いだった。昨日の足の疲れが残っていたので、藤沢までの道のりは坂が多いこともあって、足が重い。気晴らしに携帯ラジオで音楽聞きながら、歩こうとおもったが、NHKしか電波が受信できない。ニュースを聞いていたが、歩くリズムと合わないので、聞くのを止めた。
国道1号線に入り、上方見附跡をり、大阪を上って原宿一里塚跡の手前を左折し、戸塚警察署原宿交番を通り、左折して国道一号線に入り、藤沢バイパス出口に行き、遊行寺坂を下り、藤沢本町駅近くの上方見附跡を通って、茅ケ崎に向かう。茅ヶ崎に入ると、加山雄三通りの案内板が目に入った。ここは一直線の商店街で、その先には富士山が見えた。

東海道五十三次旅日記(5)


改めて基礎体力と脚力に敬意を表したい。翌日の準備を行ってから、筋肉の疲労回復のため、下半身のストレッチを行った。初日と云うこともあるが、非常に疲れた。しかし戸塚宿に到着し42kmを完歩できた達成感が上回り、心地よい疲労感だ。明日は一人で7㎏のリュックを背負い、しかも2日連続で40㎞以上を歩く、初めての体験だ。昔を思い返すと、60歳の初マラソンは時間制限のない、ホノルルマラソンを選び、6時間切ることを目標に練習してきたが、本番の2ヶ月前右ひざを痛め、ヒアルロン酸を1週間に1回注射を打ち、計4回打った。出発直前に痛み止めのステロイドを2回打ってもらい、目標タイムには届かなかったが、6時間39分でゴールした。心配した右ひざの痛みはなく、30kmまで順調に来たが、予想外の左足太もも内側の筋肉を故障し、走ることが出来ず、足を引きずりながらゴールにたどり着いた。その時の達成感にも似ている。2回目の61歳の時は娘と一緒にホノルルマラソンに出場した。
私は2回目のタイムは6時間15分、またしても6時間をきれなかった。娘は初マラソンを4時間30分でゴールした。その時の驚きと同じだ。ベッドの中で、様々なことを思い返しながら、9時に就寝した。
東海道五十三次旅日記(4)
東海道五十三次日記
1日目(4/25)日曜日 日本橋出発

朝早く目が覚めてしまい、5時出発の予定を30分繰り上げて4時30分にホテルをでた。まだうす暗い中を日本橋に向かい、日本橋の名が掘られた橋の石塔前で自撮。初日は品川宿から川崎宿、神奈川宿、保土ヶ谷宿そして戸塚宿まで42kmである。日本橋から京橋、銀座、新橋と国道15号線(中央通り)を進んだ。寝不足のせいか足が重い。リュックが肩に圧し掛かってくる。銀座8丁目まで、街は暗く非常事態宣言の中、すれ違う人はいなかった。新橋駅を過ぎると第一京浜に入り、オフィスビルの中、大門交差点を通ると右手に朱漆塗りの三解脱門(サンゲタツモン)が見える。この辺りは仕事で何度も来たところである。金杉橋を過ぎ、田町を通り、品川駅に向かった。この辺りも何度も車で行き来していたので、昔の事を思い出しながら、明るくなった道を歩いた。八ツ山橋から旧東海道に行けば、最初の品川宿は旅人や出迎えの人で賑わった宿場だ。江戸時代末期の品川宿は、北は八ツ山口から目黒川までの徒歩新宿と北品川宿、南は目黒川から青物横丁と鮫洲の境までの南品川宿からなっている。全長は約2.4kmに及んでいる。
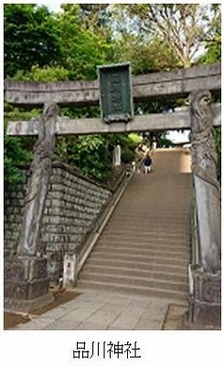
幕末の旧所名跡が多く、高杉晋作や久坂玄瑞らが密儀をこらした大妓楼相模屋の跡があるが、遠回りにもなるので、第一京浜を歩く。東京十社のひとつで大黒天を祭る品川神社に6時半前に着いた。品川神社は文治3年(1187年)、源頼朝が安房国の洲崎神社から、海上交通の安全と、祈願成就の守護神として、神様を分霊し、品川大明神と称したのに始まると云う。神社前で写真を取り、京急蒲田駅に向かった。1週間前に大田区に住んでいる娘から、一緒に歩こうと連絡が来たので、京急蒲田駅で待ち合わせることにした。日本橋から京急蒲田駅まで15km、3時間半かかり、8時頃に到着した。駅のカフェで一休み。40分くらい休んだのち出発。娘はリュックを持ってくれるというので、重いから無理だと言ったが、普段からジョギングをしているので、問題ないと言ってくれた。小さい体で重いリュックを背負い元気に歩く姿を見ると、自分が71歳だと再認識したと同時に、肩に食い込んだリュックがないと体が軽くなった。助かった。やはり7㎏のリュックがないと足が軽い。京急蒲田駅から戸塚駅近くのホテルまで27kmある。
 一緒に歩き始め少したってから再度確認したら、毎日ジョギングしているので、重リュックも問題ないという。頼もしい。多摩川の六郷橋を渡ると川崎である。渡り終わってから、どこまで付き合ってくれるか聞いたところ戸塚宿まで行くと言うので、二人で行くことにした。
一緒に歩き始め少したってから再度確認したら、毎日ジョギングしているので、重リュックも問題ないという。頼もしい。多摩川の六郷橋を渡ると川崎である。渡り終わってから、どこまで付き合ってくれるか聞いたところ戸塚宿まで行くと言うので、二人で行くことにした。東海道五十三次旅日記(3)
東海道五十三次日記
8日目(5/2) は出発時間6時。舞阪宿から御油宿まで42km。宿泊は「コンホートホテル豊川」到着予定時間15:30
9日目(5/3) は出発時間7時。御油宿から知立宿まで37km。宿泊は「ホテルルートイン知立」到着予定時間15:00
10日目(5/4) は出発時間7時。知立宿から桑名宿まで43km。宿泊は「桑名グリーンホテル」到着予定時間16:00
11日目(5/5) は出発時間7時。桑名宿から亀山宿まで36km。宿泊は「アパホテル三重亀山」到着予定時間15:00
12日目(5/6) は出発時間5時。亀山宿から石部宿まで43km。宿泊は「甲西アートホテル」到着予定時間16:00
13日目(5/7) は出発時間5時。石部宿から京都三条大橋まで34km。到着予定時間12:30。
出発時間を早くし、午後明るいうちに到着し、途中疲れて休憩時間が長くなっても午後5時にはホテルに到着する計画にした。リュックに入れた荷物の7㎏は重いが、途中できつくなったら、少しずつ減らしていく予定だ。宿泊の予約は1週間前に、全行程12ケ所のビジネスホテル・旅館の予約を取った。最後まで悩んだのが、今回の旅で最も大変な箱根の旧東海道を越え、三島宿まで行くか箱根で宿泊するかだ。計画通り歩くことが出来ないとき、事前に第2案を作成し、変更の場合はホテルのキャンセル・新規の予約などは、娘に頼んだ。一人で行動するので、ドコモの位置情報を契約し、万が一の時、家族にフォローしてもらう体制も作った。考えられる準備は全て整えた。
ガイド本(歩いて旅する東海道)より掲載
東海道五十三次旅日記(2)

東海道五十三次日記
前日 4月24日土曜日
前日、午後新治駅を出発。旅立ちは伸縮性のあるズボンにかすみがうらマラソンの10マイルを完走した時の記念のTシャツ、ホノルルマラソンで買った帽子、東京マラソンの時に買った水色のフード付きパーカー、黒のウォーキングシューズ、黒のリュックサック総重重は7㎏、ポシェットには携帯・バッテリー・少量の食べ物等1㎏を腰につけた。午後3時16分に東京駅に到着、日本橋近くのビジネスホテルにチェックインしてから、出発場所である日本橋を確認した。あたりを散策してから夕食を取り、出発予定は午前5時、翌朝の食事のおにぎりとパンとスポーツ飲料と水を買い、すぐに出発できるように、荷物の確認をしてから寝酒を飲んで10時に就寝。しかしこれが失敗だった。普段寝酒を飲む習慣がなかったので、午前1時頃に目が覚めてしまい、その後眠れなかった。江戸時代の俗謡で東海道五十三次の替え歌「お江戸日本橋」の歌詞で、冒頭の「お江戸日本橋七つ立ち・・・」の七つ立ちは午前4時だそうだ。4時は早すぎるので、5時出発とした。日程表の作成に当たって、歩く道は極力旧東海道、地図は携帯のナビとガイド本の2本立て。ナビは次の場所までの最短距離を出すので、これを基本にガイド本の旧東海道の絵図を見ながら歩くこととした。
歩いて旅する東海道日程計画
1日目(4/25)は出発時間5時。日本橋から戸塚宿まで、42km。宿泊は「相鉄フレッサイン横浜戸塚」到着予定時間15:20
2日目(4/26)は出発時間5時。戸塚宿から小田原宿まで41km。宿泊は「東横イン小田原駅東口」到着予定時間14:00
3日目(4/27)は出発時間5時。小田原宿から三島宿まで36km。小田原宿から旧東海道で箱根を越えて、箱根峠まで19km。箱根峠から三島宿まで17km。宿泊は「ドーミーイン三島」到着予定時間15:00
4日目(4/28) は出発時間7時。三島宿から由比宿まで35km。宿泊は「割烹旅館西山」到着予定時間15:00
5日目(4/29) は出発時間7時。由比宿から岡部宿まで36km。宿泊は「旅館きくや」到着予定時間15:00
6日目(4/30) は出発時間7時。岡部宿から掛川宿まで35km。宿泊は「スマイルホテル掛川」到着予定時間14:30
7日目(5/1) は出発時間6時。掛川宿から舞阪宿まで46km。宿泊は「浜名湖弁天リゾート・ジ・オーシャン」到着予定時間16:30
東海道五十三次旅日記(1)
東海道五十三次を歩いて旅した(2021年4月25日~5月7日)
まえがき
2020年2月70歳になり社長を辞し会長に就任した。27年間務めた社長を退いてからおよそ1年、2021年1月中旬、何気なくみた東海道五十三次を歩くと云う雑誌を読み、興味を持った。東京から茨城の地に生活を移した若い時、現場と営業で忙しい日々を送っていた反動で江戸時代の人が江戸から京都まで歩いていくのに一種の憧れがあった。この憧れを私はすっかり忘れていたが、旅から帰ってきて食事を取りながら、話をしていたら、家内から「あなたは昔から行きたいと云っていた」と云われ、潜在意識の強さを改めて感じた。還暦の時も潜在意識の中にフルマラソンに出場してみたいと云う思いが、60歳の挑戦という気持ちで、初マラソンをホノルルマラソン大会で実現した。思えば叶う。
2020年4月に新型コロナ感染拡大のため、非常事態宣言が出されてから、健康維持のため、近くの1周2.6kmの上の沼を2周5.2km、週3回歩いていたので、歩く事には多少の自信があった。東海道五十三次を歩くのに現在どの程度の歩く力があるか、試してみた。1月16日土曜日に実行し、自宅から小山駅まで片道23kmを歩き、帰りは水戸線で帰ってくるという計画だ。朝、カバンにペットボトル1本と携帯を入れ、5時に出発し、9時半に到着、およそ所要時間4時間30分。小山駅のハンバーガー店で45分間、食事と休息を取った。まだ余力があったので、携帯のナビで結城駅までの距離を調べたら、7kmなので、計画を変更して、結城駅まで合計30kmを歩くことにした。1時間半で結城駅に到着した。駅で電車を待っていた時、1日40㎞を歩くのは問題ないと早合点した。電車が来るまで40分間待合室のシートに座って待っていた。電車が入ってきたので、階段を下りた。その時の足の裏と股関節に痛みがはしった。更に新治駅について自宅に帰るまでの10分が長く感じるほど足が痛かった。股関節は歩き始めると痛みが和らいで、問題なかったが、手のむくみと足裏の痛みが取れなかった。就寝前に行ったストレッチの時、足の指がつってしまう。原因は水不足で一種の脱水症状だった。翌日の日曜日ゴルフに行った。ティショットを打ったとき左股関節が痛く、フォロースルーが取れなかった。歩くのは問題なかったが、スイングが出来ない。結局上半身だけで打ったので、散々たる結果に終わった。
その後、15km3時間のコースを設定し、週2~3回歩いた。2月、十分な準備をして自宅から小山駅往復46kmコースに挑戦した。前回の反省で靴下を厚めにし、リュックにペットボトル2本・携帯・バッテリー・タオル・財布をいれて、5時出発。足裏の痛みを和らげるため、ゆっくり1時間5km以下のスピードで歩くようにした。前回の反省で、長い時間座って休むとかえって足裏と股関節が痛くなるので、コンビニでおにぎりとパンを買い、ほとんど休まずに歩いた。46kmコースは初めてだったが、順調に歩くことが出来、約10時間で家に着いた。それから46kmコースを6回実施し、後半3回はリュックの重さを3㎏にした。長時間歩いても足裏の痛みを軽減するための方法を試行錯誤し、自信もついた。しかし毎日約40㎞、全行程約500km歩くのは未知の体験だ。71歳の挑戦だ。
{kind=link}
令和3年10月6日 経済講演会inつくば
コロナ禍の下、つくば市において経済講演会を開催する運びになった。2年ぶりの事である。以下に主催者の挨拶を記す。
「平素は茨城産業人クラブに対し、多大なるご協力を賜り、厚く御礼申し上げます。
また、本日は2019年以来の つくば市 での開催となりますが、会場にご出席の皆様も、オンラインでご視聴の方々も、経済講演会 in つくば にご参加いただき誠にありがとうございます。主催者を代表し、一言ご挨拶をさせていただきます。
まずは新型コロナウイルス感染症ですが、9月30日の期限をもって全ての地域の「緊急事態宣言」と「まん延防止等 重点措置」が解除となりました。
コロナ禍で長期化した経済活動への制限を着実に緩和し、景気回復を確かなものとしたいところですが、そのためにも当面の課題は感染の再拡大を押さえる、ということになります。本日も会場参加者を絞り 講演会を開催しておりますが、茨城産業人クラブと致しましても、リバウンド防止に十分注意し、茨城県産業と会員企業の発展のため、全力を投じてまいりますので、改めましてよろしくお願い申し上げます。
我々産業界をとりまく経済環境ですが、日本銀行が今月1日に発表した9月の日銀短観によると、景況感を示す大企業の業況判断指数DIは、6月の前回調査から4ポイント改善し2018年12月以来の高い水準となりました。汎用機械などが堅調を維持したほか、鉄鋼や素材産業で景況感が改善しました。また脱炭素やデジタル関連を中心に企業の設備投資意欲が衰えていないことも要因となっています。一方、自動車の部品調達の遅れによる減産や、中国不動産大手の経営危機など、これまで景気を下支えてきた製造業の輸出環境にも不透明感が表れ先行きに不安を残すことになっています。
さて、本日の最初の講演会では(株)アコーディア・ゴルフ 田代会長に『逆境の中でチャンスをつかむ ~この国にもっとゴルフを~』 と題しご講演いただきます。新型コロナの感染拡大以降、三密を気にせず楽しめるゴルフが注目され、新たにゴルフを始める人も増えていると聞いています。私も60歳の還暦を機に、週末にはゴルフライフを楽しんでいるゴルファーの一人です。ゴルフを通じて歩く事が多くなり健康作りにも役立っていると感じているところです。茨城県は皆様ご存じの通りゴルフ場の非常に多い土地であり、大きな観光資源の一つでありますので、地方創生の観点からも非常に興味深いお話が伺えるものと期待しております。
また、次の講演では独立行政法人 情報処理推進機構 社会基盤センターの今崎様と(株)アイ・コネクト 大久保社長に 『中小製造業のDX』をテーマにご講演いただきます。
企業を取り巻くビジネス環境は、激しい変化の時代を迎えており、クラウドや人工知能、IoTなど大きく進化するデジタル技術をいかに活用するかが、今後の企業経営の大きなテーマとなっています。IT人材の育成、経営ビジョンの明確化など必要なことは多岐にわたりますが、今回の講演が自社のビジネスを見つめ直し次の経営につながる「ヒント」となれば幸いです。
最後になりますが、本日お集まりの皆様のご健勝と、茨城県経済のさらなる発展を祈念して、ご挨拶とさせていただきます。ありがとうございました。」
大洗ゴルフ倶楽部 グランドシニア選手権(70歳~79歳)優勝(3)
17番H 340ヤード パー4 HDCP6
やや緩い左ドック、ティーショットは真ん中を狙ったが、右に行ってしまったが、フェアウェイをキープした。二打目は8Iでピン奥につけたが、2パットでパーをキープした。
18番H 372ヤード パー4 HDCP12
ティーショットはドライバーでしっかり芯をくい、やや左ながらフェアウェイをキープした。二打目は6Iでピン左3mにナイスオン。やや下りのスライスラインを入れて、バーディーを取った。

一日目44,41の85、二日目の決勝は41,35の76、合計161で終わってみれば、2位に5打差のブッチギリの優勝だった。振り返ると決勝ラウンドのアウトコースの出だしで、ダボ、それからパーがとれず、4Hの段階で5オーバー、トップTさんに7打差つけられた。気を取り直して5Hから4連続パーで、上がって見れば、Tさんと同スコアの41で回れたことが良かった。
奇しくも昨年のグランドシニア選手権と同じスコア161で、トップのEさんと同スコアでカウントバック方式のため、2位になった。その時の反省から1年間目的を持って練習してきたのが良かったと思う。
これで念願のグラントシニア選手権優勝者としてボードに名前が載ることになった。
60歳ハンデ15から一生懸命に練習を行い、65歳の時ハンデが9になり、2019年10月にハンデ6を取得した。その後の初タイトルである。
TEL : 0296-57-6151