プロジェクト名「NEXT」64
お久しぶりです、海老原です。
今回は、HOBプロジェクトについて。
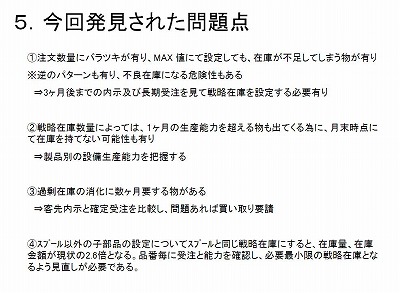
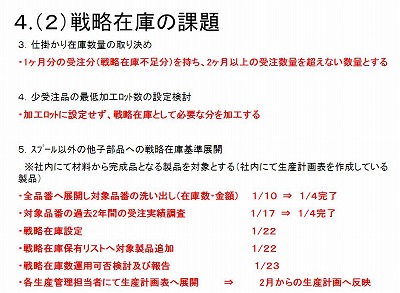
【目的・内容】遅延解消の為、特定製品に関しての加工進捗状況確認、明日、明後日の出荷確認
【日時・場所】毎日15:10~ 作戦ルーム
【メンバー】専務、営業部長、生産管理部長、製造部長(代理)、製造課長(代理)、各製造班長 生産管理課長、生産管理担当者

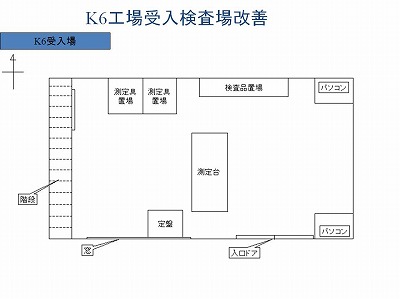
 我が秘密基地は一見狭そうな プレハブに見えますが・・・
我が秘密基地は一見狭そうな プレハブに見えますが・・・
やはり10人はちときつい(>_<)
ちなみに、HOBとは、私(海老原)が勝手に付けた名称で、決してOBの意味は「遅れ挽回」なんてベタな理由で付けた訳ではありませんので・・・
なんとしてもお客様の納期を守らなければという思いで早出出勤・深残はもちろんのこと、とにかく行動し結果を出すように頑張っています。
毎日暑い日が続き私的には夏バテぎみなのですが、皆さんは夏バテしないようにお気をつけください。また、生産遅れが解消した時には報告しますので宜しくお願いします。
プロジェクト名「NEXT」63
プロジェクト名「NEXT」62
こんにちは、少しずつ暖かくなってきましたね。朝晩はまだ寒いのですが、春を待ちどうしく思っている海老原です。話は変わりますが製造部で話題の計算問題"7+7÷7+7×7-7="で暗算で出来ますか?92%の人は間違えるそうです。製造部の管理者もぼろぼろでした。(┬┬_┬┬)計算問題に挑戦してみてください。答えはブログの最後に記載しておきます。
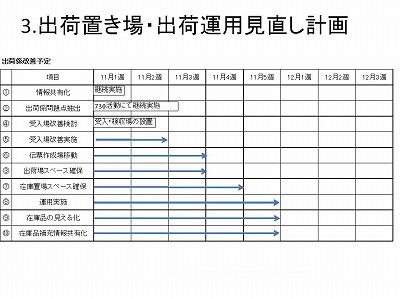
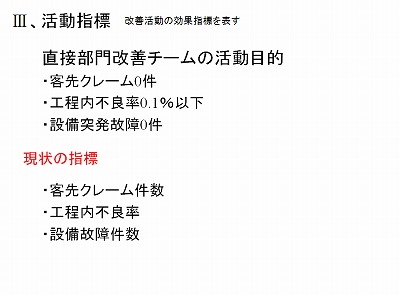
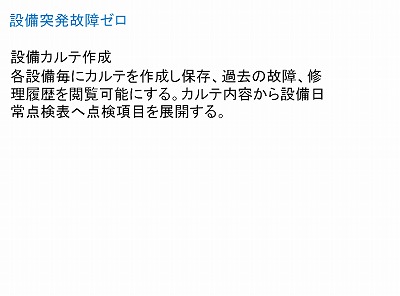
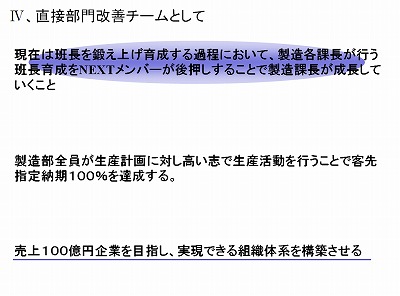
今回は直接部門チームの改善内容を紹介します。

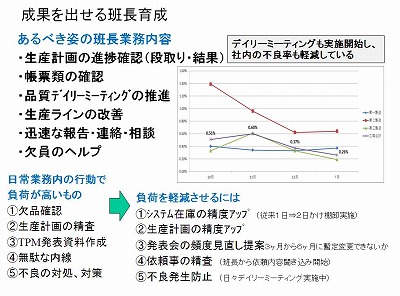
工程内不良率も減少方向へ向かっています。少しづつですが良い方向に向かっています。これからも改善に向かって燃えていきます。
答え:50
プロジェクト名「NEXT」61
こんにちは、毎日寒いですね。毎日、会社帰りに車のフロントガラスを溶かすまで車の中でフリーズしている海老原です。
今回は、間接部門チームの客先納期100%達成改善をご紹介します。
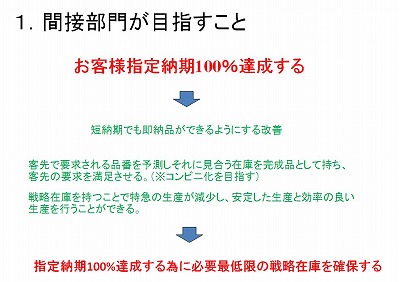
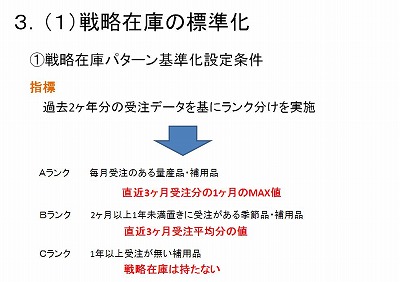
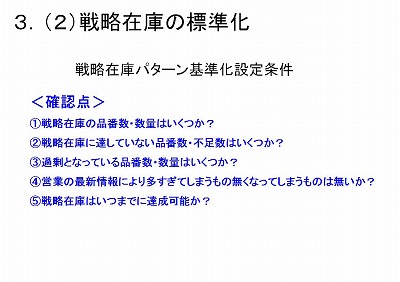
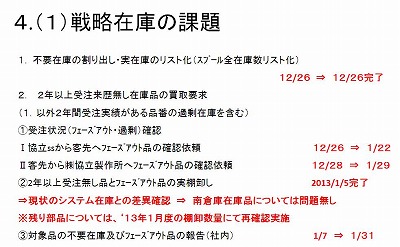
間接部門チームも客先納期100%達成に為に頑張っています。フリーズしている暇はありません。熱く活動を行っていきたいと思っています。また改善内容をご紹介していきますので宜しくお願い致します。
プロジェクト名「NEXT」60
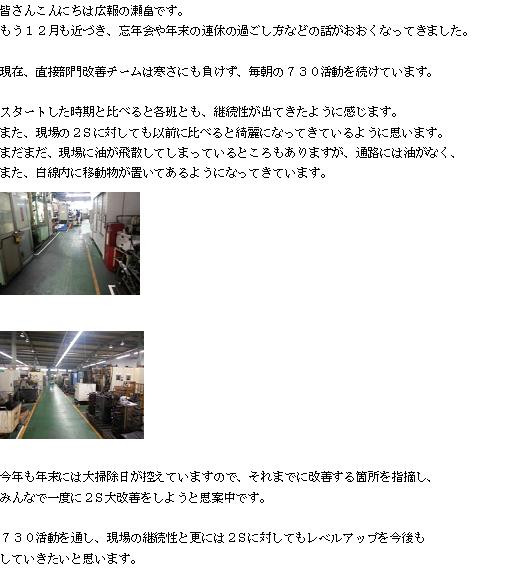
皆さんこんにちは広報の瀬畠です。
昨日は大雪だと予報がありましたが、蓋を開ければ、そーでもありませんでした。
さて、現在のNEXT活動ですが、直接部門内での勉強会を開いております。
内容としては、市販されている書籍を元に現場マネージメントに必要なものは何かや、現在の協立製作所をよく観ることで不足している点などを議論し改善策を打ち出そうと日々葛藤しております。
特に、直接部門の改善チームは製造部課長が中心となっているチームですので、現場の生産が計画に追いつかない原因や、品質向上に対する問題点、現場作業者の皆さんのモチベーションをどうやって上げてもらうか等、勉強会も熱気が上がっていきます。
上記、まずは小さなことかもしれませんが守るべきルールを無作為に作らず、現場に本当に必要性があるルールを精査しながら精度を上げていく取り組みを引き続き行っていきたいと思います。
それではまた次回。
プロジェクト名「NEXT」59
今年初めてのアップです。遅れましたが、あけましておめでとうございます。広報の海老原です。今年も宜しくお願い致します。
毎年、出雲大社での初詣に行くのですが2年連続の大吉!!いい年になるかも。
上から嫁さん、息子、自分

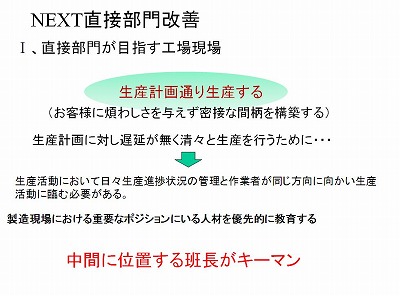
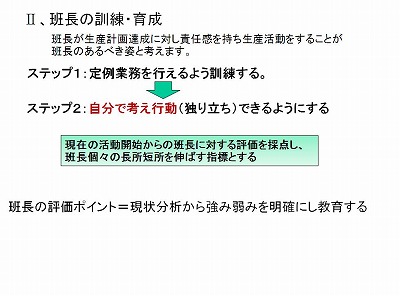
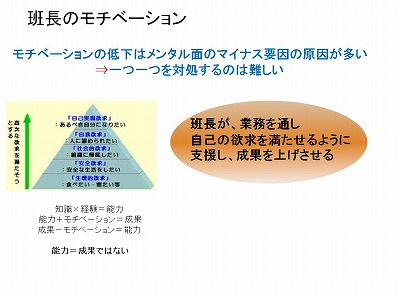
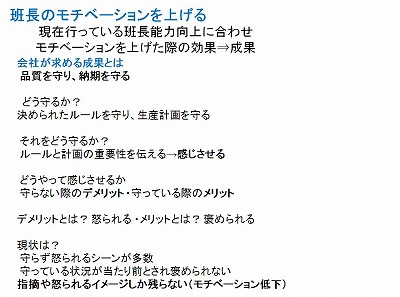
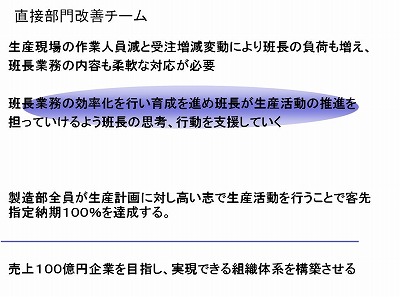
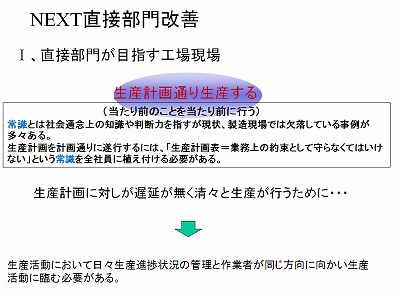
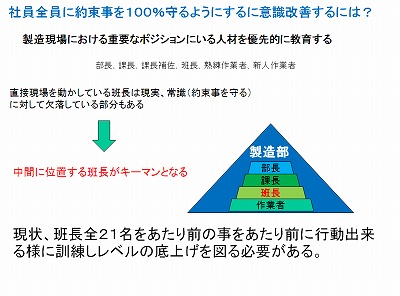
早速ですが、NEXT直接部門の活動内容をご紹介します。

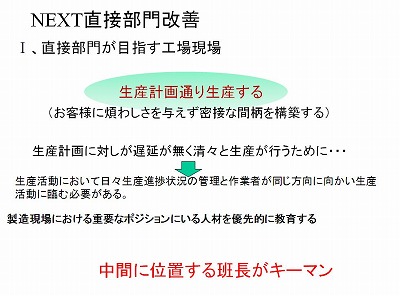
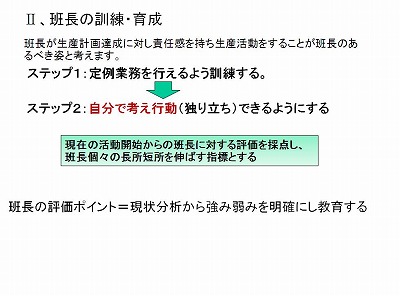

一歩一歩前進して改善を進めていきたいと直接部門改善チームが考えて
おります。
また活動内容をご紹介していきますのでご期待ください。
プロジェクト名「NEXT」58
プロジェクト名「NEXT」57
こんにちは、ほんと寒くなってきましたね。毎日布団から起きだすのがおっくうになってきた広報の海老原です。今回は、間接部門改善をご紹介します。

間接部門改善も客先納期100%達成の為に着々と前進しています。今後も改善内容をご報告できると思いますのでご期待ください。
プロジェクト名「NEXT」56
プロジェクト名「NEXT」55
こんにちは、夜になると寒くなってきましたね。風邪ひいていませんか?風邪には強い広報の海老原です。
今回も同様に直接部門改善の内容をご紹介します。

現在、直接部門では試行錯誤しながら客先指定納期100%を目指し改善活動を行っています。また、改善活動の内容をご紹介しますのでご期待ください。
TEL : 0296-57-6151